Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.
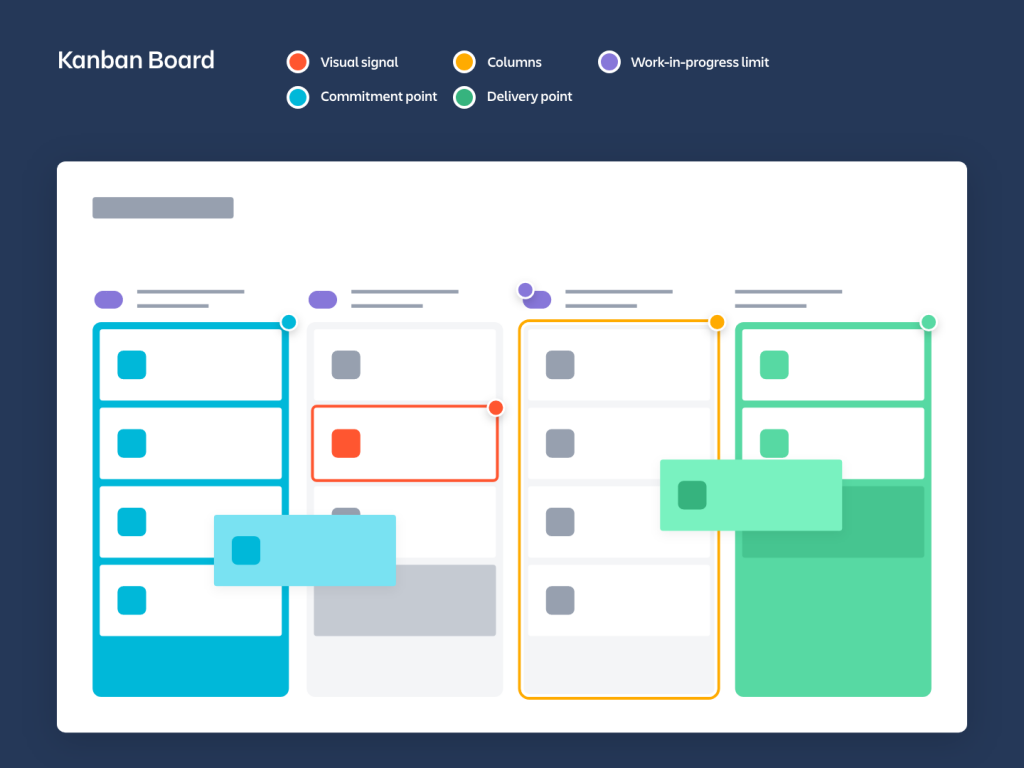
Ячейки — отдельные группы работников или машин, которые созданы для поддержания постоянного потока. Это предполагает непрерывную последовательность процессов, где нет перепроизводства и задержек.
Это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы — норма или отклонение.
Just-In-Time — точно вовремя. Cистема управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку «точно вовремя» комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
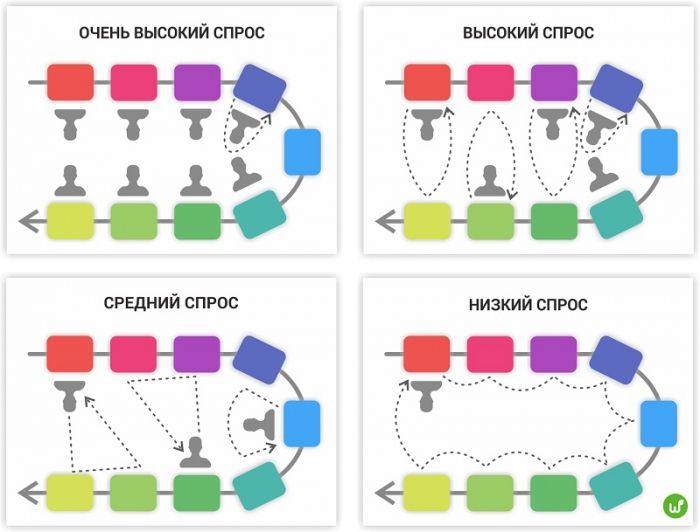
Особенности системы JIT. При функционировании системы JIT ничего не производится и запас на производственном участке не пополняется пока конечный продукт не будет реализован или отгружен. Когда конечный продукт «вытянут», для восполнения изъятого «вытягиваются» изделия из предыдущей стадии производства или от поставщиков. Таким образом, система JIT предполагает обеспечение производственного участка всем ассортиментом материалов и комплектующих, в количестве необходимом для производства сборки (изготовления) такого количества производимых изделий на данном участке, которое его покинуло.
Таким образом, отправной точкой для пополнения запаса на производственном участке при реализации системы KANBAN является сигнал, выдаваемый в виде карточки или пустого контейнера по мере его окончания, но при этом на производственном участке есть полностью заполненный контейнер в объеме запаса, достаточного для работы на период пополнения + 10 – 30% (страховой запас). В системе JIT отправной точкой служит отгрузка готового изделия с производственного участка, после которой осуществляется пополнение запаса в объеме, необходимом для производства следующего аналогичного изделия.
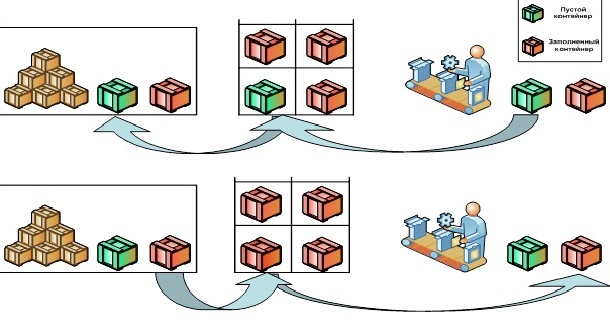
Схема движения материальных потоков при организации системы KANBAN
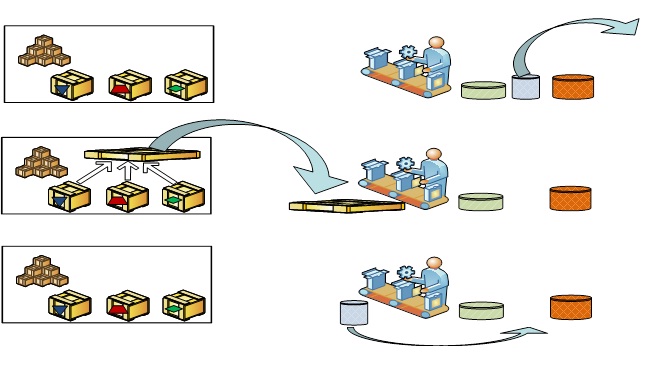
Схема движения материальных потоков при организации системы JIT
Всеобщий уход за оборудованием в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ — составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования.
В бережливом производстве TPM система борется против шести видов больших потерь, связанных с оборудованием:
поломки
установка и наладка
холостой ход и малые остановки
потери скорости
брак и переделка
пусковые потери
Если рассматривать управление техническим обслуживанием оборудования шире, то эффект от него в масштабах предприятия следующий:
повышает эффективность работы станков
повышает производительность цеха
снижает себестоимость производства
повышает качество продукции
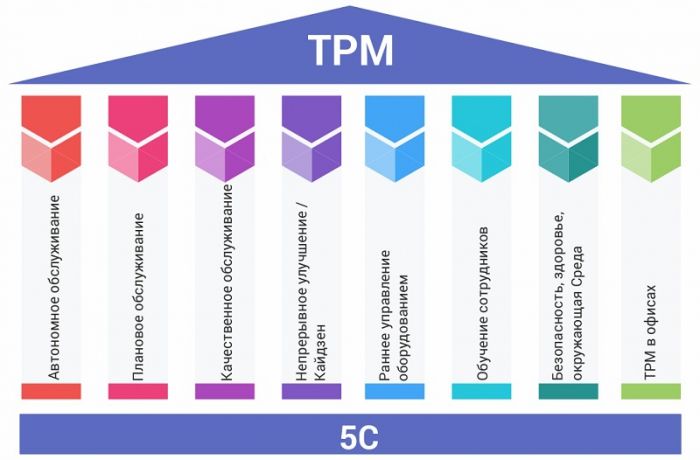
В основе Total Productive Maintenance лежит восемь принципов, или столпов.
В основе Total Productive Maintenance лежит восемь принципов, или столпов
Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»— «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
подготовка материалов, штампов, приспособлений и т.п. — 30%;
закрепление и снятие штампов и инструментов — 5%;
центрирование и размещение инструмента — 15%;
пробная обработка и регулировка — 50%
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
разделение внутренних и внешних операций наладки,
преобразование внутренних действий во внешние,
применение функциональных зажимов или полное устранение крепежа,
Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык — сортировка, рациональное расположение, уборка, стандартизация, совершенствование.
СОРТИРОВКА: отделить нужные предметы — инструменты, детали, материалы, документы — от ненужных, чтобы убрать последние.
РАЦИОНАЛЬНОЕ РАСПОЛОЖЕНИЕ: рационально расположить то, что осталось, поместить каждый предмет на свое место.
УБОРКА: поддерживать чистоту и порядок.
СТАНДАРТИЗАЦИЯ: соблюдать аккуратность за счет регулярного выполнения первых трех S.
СОВЕРШЕНСТВОВАНИЕ: превращение в привычку установленных процедур и их совершенствование.
Кайдзен — это производное от двух иероглифов — «изменения» и «хорошо» — обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен — это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
Система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями, непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции — обратный: от i-той стадии на (i — 1)-ой.
Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка.
Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь:
с i-той стадии на (i — 1)-ую запрашивается («вытягиваются») требуемое количество незавершенного производства;
с (i — 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
Средством передачи информации в системе CANBAN являются специальные карточки («canban», в переводе с японского языка, — карточка). Применяют два вида карточек:
карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i — 1)-ый этап и являются основанием для формирования производственной програм-мы (i — 1)-ого участка;
карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i — 1)-ого.
Такие карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP — только 10-20 раз в год. Например, в корпорации Toyota Motors на один из производственных участков в 1976 году ресурсы поставлялись трижды в день, а в 1983 году — уже каждые несколько минут.
Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования «ноль запасов», становится требование «ноль дефектов». Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством.
Важными элементами системы CANBAN являются:
информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты;
система регулирования потребности и профессиональной ротации кадров;
система всеобщего (TQM) и выборочного («Дзидока») контроля качества продукции;
система выравнивания производства.
Основные преимущества системы CANBAN:
короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
высокое качество продукции на всех стадиях производственного процесса.
Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы — на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Основные недостатки системы «точно в срок»:
сложность обеспечения высокой согласованности между стадиями производства продукции;
значительный риск срыва производства и реализации продукции.
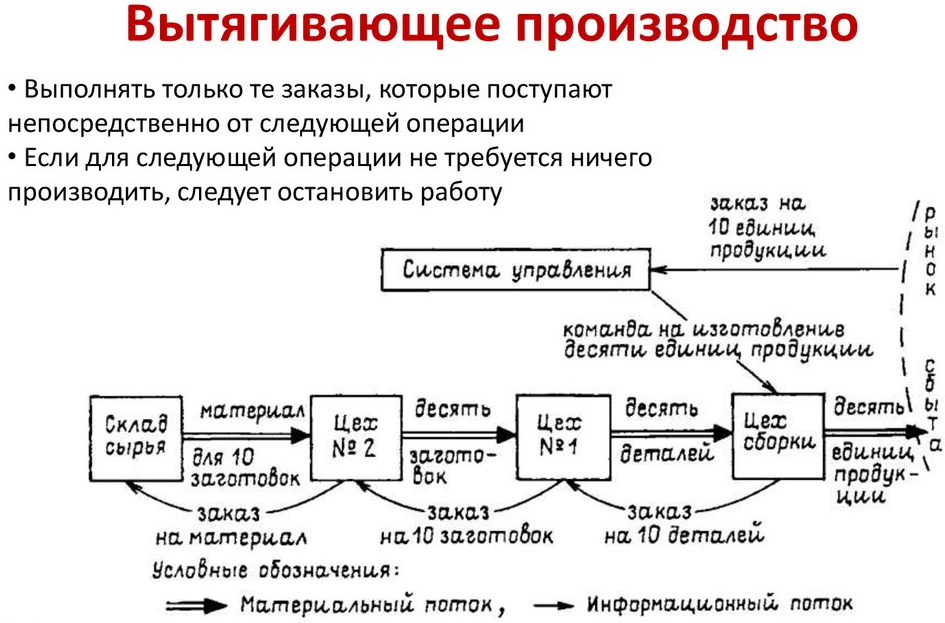
Cхема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге — потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
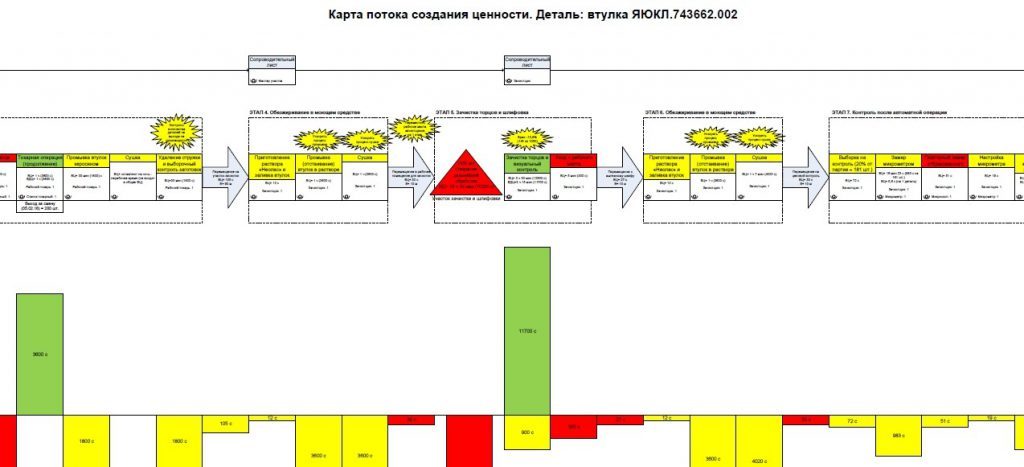
Достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений. Картирование потока создания ценности включает следующие этапы: